Molde de corredor quente



Descrición curta:
Molde de corredor quenteé unha especie de molde que emprega o dispositivo de calefacción para evitar que o fundido no corredor se solidifique todo o tempo. Debido a que o plástico do corredor está sempre en estado fundido e o material da boquilla de refrixeración non é necesario sacalo durante o moldeo por inxección. Ten un ciclo de conformación máis curto que o molde tradicional e aforra máis materias primas, polo que o molde para corredor quente foi moi utilizado nos países e rexións do mundo desenvolvidos.
O molde para corredor quente é unha especie de molde que usa o dispositivo de calefacción para evitar que o fundido no corredor se solidifique todo o tempo. Debido a que o plástico do corredor está sempre en estado fundido e o material da boquilla de refrixeración non é necesario sacalo durante o moldeo por inxección. Ten un ciclo de formación máis curto que o molde tradicional e aforrar máis materias primas, polo que o molde para corredor quente foi moi utilizado nos países e rexións do mundo desenvolvidos.
O sistema de moldaxe de corredor quente no molde é un importante subsistema de soporte do sistema de molde por inxección. Asegura que o material plástico derretido no corredor se mantén a temperatura constante durante moito tempo mediante calefacción eléctrico. É un medio importante para axudar a producir pezas superficiais de gran tamaño, de paredes delgadas e de alta calidade que se producen mediante moldaxe por inxección e conseguir unha produción eficiente.

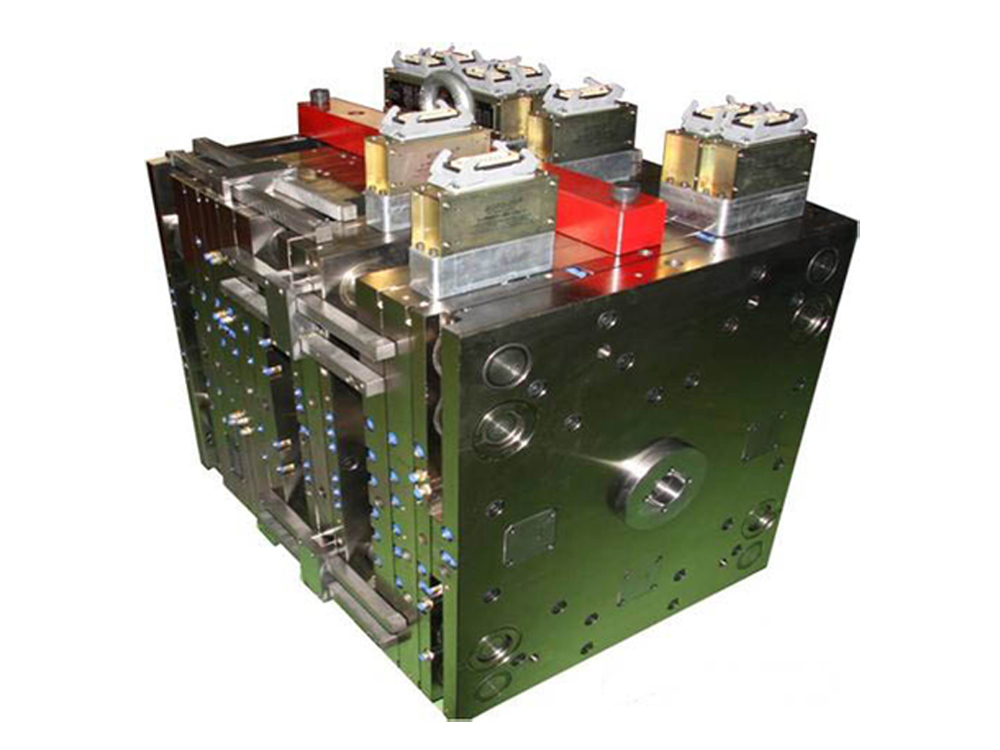
Molde de inxección para corredor quente
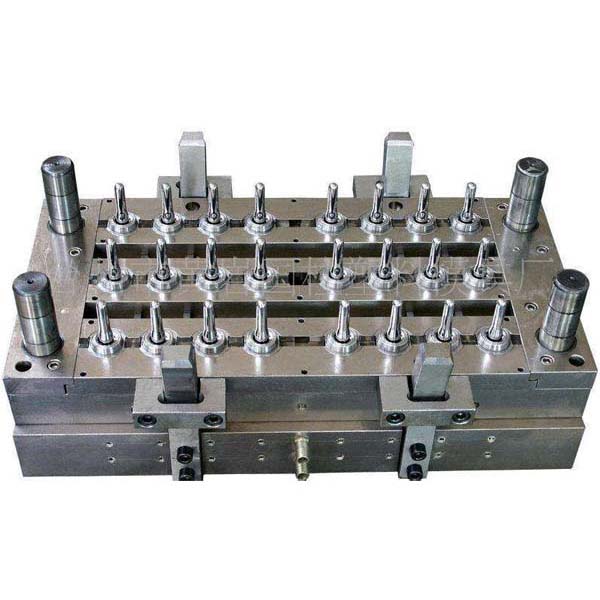
Sistema de corredor quente en molde
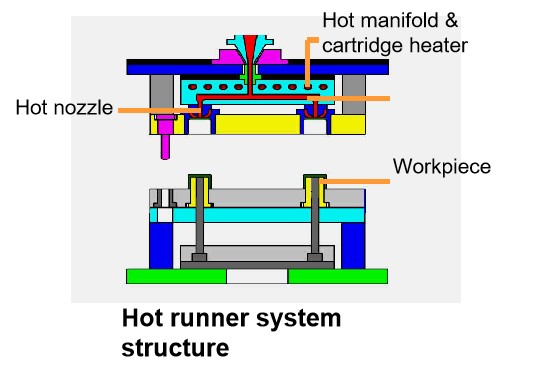
Estrutura do sistema de corredor quente
O sistema de corredor quente componse normalmente de boquilla quente, colector quente, controlador de temperatura e accesorios. Hai dous tipos de boquillas quentes: boquilla quente aberta e boquilla quente con válvula de pasador. Debido a que a forma de boquilla quente determina directamente a selección do sistema de corredor quente e a fabricación de moldes, o sistema de corredor quente adoita dividirse en sistema de corredor quente aberto e sistema de corredor quente con válvula de pin. A placa divisoria úsase na alimentación de múltiples cavidades ou de varios puntos, alimentación de punto único, pero compensada a nivel de material. O material adoita ser P20 ou H13. A placa divisoria xeralmente divídese en dúas categorías estándar e non estándar. A súa estrutura está determinada principalmente pola distribución da cavidade no molde, a disposición da boquilla e a posición da porta. A caixa de control de temperatura inclúe o anfitrión, o cable, o conector e os enchufes macho e femia de cableado, etc. Os accesorios do corredor quente normalmente inclúen: calefacción e termopar, anel de selado do corredor, conector e caixa de conexións, etc.

Tipos de sistemas hot runner:
Existen dous tipos de corredores quentes: o sistema de corredor quente aberto e o sistema de corredor quente con válvula de agulla. Denomínanse segundo a boquilla quente aberta e o corredor quente con válvula de agulla respectivamente.
1). Tipo aberto
O molde para corredor quente aberto ten as vantaxes de estrutura sinxela, alta limitación de material, fácil estirado de fíos e fugas de rosca, mala calidade superficial e poucas aplicacións en moldes de alta precisión no exterior. O mesmo molde pódese mesturar con válvulas de agulla de diferentes fabricantes. O corredor quente aberto pódese dividir en dúas partes: corredor quente con porta de auga grande e corredor quente con porta puntual. Corredor quente da porta do punto, como o nome o indica, a porta da porta do punto é moi pequena, xeralmente só 80 fíos, a superficie do produto é moi lisa, axeitada para moldear por inxección produtos pequenos. O corredor quente para portas grandes ten unha porta grande e un gran volume de inxección, que é adecuado para a inxección de produtos grandes
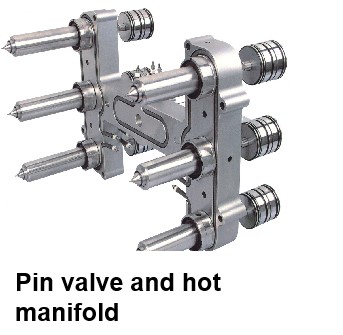
2). Tipo de válvula pin
O corredor quente tipo válvula pin aforra material, a superficie das pezas de plástico é fermosa, a calidade interna é compacta e a resistencia é alta. Hai dous corredores quentes principais de válvula de agulla no mundo (segundo o principio de inxección): o tipo de cilindro e o tipo de resorte.
A diferenza entre o tipo de resorte e o tipo de cilindro é que non pode controlar a secuencia temporal e resolver o problema da traza de soldadura. Desenvolvéronse boquillas resistentes ao desgaste de pequeno diámetro, válvulas de pasador de resorte e boquillas de calefacción interna.

Como funciona o corredor quente?
Debido a que a varilla de calefacción e o anel de calefacción están situados preto ou no centro do corredor, todo o corredor desde a saída da boquilla ata a porta da máquina de moldaxe por inxección está nun estado de alta temperatura, o que mantén o plástico no corredor nunha fusión estado. Polo tanto, a tecnoloxía de corredor quente ás veces chámase sistema de pía de tubos de calor ou moldaxe sen corredor. O sistema de corredor quente xeralmente consiste en boquilla quente, distribuidor, caixa de control de temperatura e accesorios.
Características do corredor quente
A aplicación da tecnoloxía do sistema de troquelado en quente está sendo cada vez máis madura. Ten moitas vantaxes, o que promove o desenvolvemento da industria de moldaxe por inxección. Hai tamén algunhas deficiencias que debemos ter en conta na aplicación.
Vantaxe do molde do sistema de corredor quente
A. Adecuado para produtos de grande escala
Debido ao gran tamaño, gran volume de inxección e gran superficie das pezas, é difícil manter os plásticos en moldaxe por inxección común e encher a cavidade en estado de fusión a alta temperatura. Debe empregarse a inxección de varios puntos para correr en quente para garantir o moldeo por inxección completa.
B. Adecuado para obxectos difíciles de formar
Alta viscosidade, baixa viscosidade, alta temperatura de moldaxe. O sistema hot runner pode resolver estes problemas. Por exemplo: inxección de po de metal, inxección de po de cerámica, inxección de imáns de plástico, inxección de rodamentos de plástico, caucho termoplástico (TPE). C. Aforro de custos
Inxección de corredor quente, sen boquilla, sen desperdicio de corredor, aforrando moitos custos de material.
D. Reducir a presión de inxección, aforrar enerxía, mellorar a produtividade da máquina de moldaxe por inxección, reducir o desgaste do molde.
E. Adecuado para moldaxe por inxección de alta velocidade. O moldeo por inxección de alta velocidade non só mellora a eficiencia de produción de produtos de paredes finas como vasos e envases.
F. Mellora da calidade do produto
No proceso de conformación do molde de corredor quente, a temperatura do fundido de plástico contrólase precisamente mediante un sistema de corredor quente. Os plásticos poden fluír de xeito máis uniforme en cada cavidade, dando lugar a partes da mesma calidade. As pezas de corredor quente teñen boa calidade, baixa tensión residual e pequena deformación despois do desmoldado. Moitos produtos de alta calidade no mercado prodúcense con moldes para corredor quente. Moitas pezas de plástico dos teléfonos Motorola, impresoras HP e portátiles Dell están feitas con moldes para corredor quente.
G. Promover a automatización da produción
O produto acabado está formado por un molde de corredor quente, sen necesidade de recortar a porta, e o corredor frío recíclase. É propicio para a automatización da produción. Moitos fabricantes estranxeiros combinan o corredor quente coa automatización, o que mellora moito a eficiencia da produción.
Deficiencia do molde do sistema de corredor quente
En comparación co molde para corredor en frío, as deficiencias do molde para corredor en quente resúmense nos seguintes aspectos.
A. Aumento do custo do molde Os compoñentes do corredor quente son máis caros e o custo dos moldes do corredor quente pode aumentar substancialmente. Se a saída da peza é pequena e a relación de custos do molde é alta, non é económica.
B. Altos requisitos de equipamento É preciso mecanizar con precisión o molde para corredor quente. A integración e coordinación do sistema de rodadura quente e o molde son moi estritos, se non, haberá moitos problemas graves no proceso de produción de moldes.
C. Operación e mantemento complexos
En comparación co molde para corredor en frío, a operación e mantemento do molde para corredor en quente é complexo. Se se usan de xeito inadecuado, as pezas do corredor quente son fáciles de danar e non se poden producir, o que orixina enormes perdas económicas.
En xeral, os moldes para corredor quente foron cada vez máis empregados debido á súa alta eficiencia e produtos de alta calidade, co desenvolvemento de tecnoloxía de procesamento de moldes e tecnoloxía de equipos de inxección.
Aplicación de molduras de corredor en quente
1. Para pezas de gran tamaño
Para as pezas cuxo tamaño é superior a 300 mm, o volume e o espazo de inxección de plástico son maiores debido ao gran tamaño. Se o plástico derretido se arrefría demasiado rápido, o recheo da cavidade non é suficiente, o que resulta en falta de cola e cóncavo. A pía e a liña de fusión evidente ou a diferenza de temperatura son demasiado grandes para provocar a contracción ou deformación das pezas. Polo tanto, engadir un corredor quente asegurará que os plásticos líquidos inxectados manteñan a temperatura constante durante moito tempo e asegurarán que o fundido se poida encher de xeito rápido e completo. A cavidade e liberar rapidamente o estrés obtén produtos cualificados. Estes produtos inclúen: caixa de almacenamento de plástico, caixa de facturación, palés de plástico, cadro de mandos do automóbil, parachoques, etc.
2. Para pezas de paredes delgadas
Para pezas de paredes finas con espesores inferiores a 1,0 mm, a disipación de calor é rápida e o arrefriamento é rápido, a masa fundida non é doada de encher ou é moi sinxelo producir marcas e deformacións graves. A velocidade de recheo do adhesivo de fusión pódese aumentar usando un canalón quente, o que é beneficioso para a velocidade de recheo do adhesivo de fusión. As partes están totalmente formadas. Estes produtos inclúen a carcasa do teléfono móbil, o panel, etc. Se o molde para corredor quente se combina coa máquina de inxección de alta velocidade (máquina de inxección totalmente eléctrica), a dimensión máis delgada das pezas pode ser de 0,30 mm a 0,50 mm.
3. Usado para pezas de aspecto de alta calidade: lámpada, abelorios,
As pezas exteriores de alta calidade, como as lámpadas de automóbil e as perlas LED requiren unha alta transparencia óptica e non poden ter defectos na cor e na impresión; instrumento panel transparente de alta luz, así como espello casca de electrodomésticos; gran tamaño A tapa exterior do equipo eléctrico debe estar equipada con puntos de alimentación de cola na superficie das pezas, pero non se permiten cicatrices de alimentación de cola.
4. Utilízase para pezas complexas estruturais
Este tipo de produto débese principalmente á necesidade do produto, hai moitos chanzos e costelas no interior e a ruta de fluxo do fundido é bifurcada, complicada e difícil de encher. Hai moitos tipos de marcos de lámpadas.
5. Para pezas con pouca fluidez
Co fin de mellorar e mellorar as propiedades dos plásticos, engadiremos fibra de vidro, ignífugo, po metálico, po de carbono e aditivos anti-ultravioleta aos plásticos. Isto pode mellorar a estabilidade dimensional e a síntese de pezas e as propiedades mecánicas, a resistencia ao lume, as propiedades eléctricas e a resistencia ao envellecemento. Por exemplo, úsase para caixa de conexións exteriores, carcasa de produtos de comunicación, carcasa de electrodomésticos e pezas.
6. Para pezas de gran tamaño
O control de custos de pezas de gran tamaño é moi importante. Co fin de acurtar o tempo de moldaxe por inxección e evitar o custo provocado pola peza da boquilla, adoitan empregarse moldes para corredor quente.
A empresa Mestech está especializada en varias pezas plásticas da produción de moldes e inxección. Acumulamos unha rica experiencia na fabricación de lámpadas transparentes, cuncha de plástico grande e molde de corredor quente para moldaxe por inxección de varias cavidades. Agardamos a oportunidade de cooperar e atenderte nesta área. Póñase en contacto connosco.
Características do hot runner A aplicación da tecnoloxía do sistema de troquelado hot hot está a ser cada vez máis madura. Ten moitas vantaxes, o que promove o desenvolvemento da industria de moldaxe por inxección. Hai tamén algunhas deficiencias que debemos ter en conta na aplicación. Vantaxe do molde do sistema de corredor quente
A. Adecuado para produtos de grande porte. Debido ao gran tamaño, gran volume de inxección e gran superficie das pezas, é difícil manter os plásticos en moldaxe por inxección común e encher a cavidade en estado de fusión a alta temperatura. Debe empregarse a inxección de varios puntos para correr en quente para garantir o moldeo por inxección completa.
B. Adecuado para obxectos difíciles de formar. Alta viscosidade, baixa viscosidade e alta temperatura de moldaxe. O sistema hot runner pode resolver estes problemas. Por exemplo: inxección de po de metal, inxección de po de cerámica, inxección de imáns de plástico, inxección de rodamentos de plástico, caucho termoplástico (TPE).
C. Aforro de custos Inxección de corredor quente, sen boquilla, sen desperdicio de corredor, aforrando moitos custos de material.
D. Reducir a presión de inxección, aforrar enerxía, mellorar a produtividade da máquina de moldaxe por inxección, reducir o desgaste do molde.
E. Adecuado para moldaxe por inxección de alta velocidade. O moldeo por inxección de alta velocidade non só mellora a eficiencia de produción de produtos de paredes finas como vasos e envases.
F. Mellora da calidade do produto No proceso de conformación do molde para corredor quente, a temperatura do fundido de plástico está controlada con precisión polo sistema de corredor quente. Os plásticos poden fluír de xeito máis uniforme en cada cavidade, dando lugar a partes da mesma calidade. As pezas de corredor quente teñen boa calidade, baixa tensión residual e pequena deformación despois do desmoldado. Moitos produtos de alta calidade no mercado prodúcense con moldes para corredor quente. Moitas pezas de plástico dos teléfonos Motorola, impresoras HP e portátiles Dell están feitas con moldes para corredor quente.
G. Promoción da automatización da produción. O produto acabado está formado por un molde de corredor quente, sen necesidade de recortar a porta, e o corredor frío recíclase. É propicio para a automatización da produción. Moitos fabricantes estranxeiros combinan o corredor quente coa automatización, o que mellora moito a eficiencia da produción.
Deficiencia do molde do sistema de corredor quente En comparación co molde do corredor en frío, as deficiencias do molde para corredor en quente resúmense nos seguintes aspectos.
A. Aumento do custo do molde Os compoñentes do corredor quente son máis caros e o custo dos moldes do corredor quente pode aumentar substancialmente. Se a saída da peza é pequena e a relación de custos do molde é alta, non é económica.
B. Altos requisitos de equipamento É preciso mecanizar con precisión o molde para corredor quente. A integración e coordinación do sistema de rodadura quente e o molde son moi estritos, se non, haberá moitos problemas graves no proceso de produción de moldes.
C. Operación e mantemento complexos En comparación co molde de corredor en frío, o funcionamento e mantemento do molde de corredor en quente é complexo. Se se usan de xeito inadecuado, as pezas do corredor quente son fáciles de danar e non se poden producir, o que orixina enormes perdas económicas.
En xeral, os moldes para corredor quente foron cada vez máis empregados debido á súa alta eficiencia e produtos de alta calidade, co desenvolvemento de tecnoloxía de procesamento de moldes e tecnoloxía de equipos de inxección.
Aplicación de molduras de corredor en quente 1). Para pezas de gran tamaño Para pezas cuxo tamaño é superior a 300 mm, o volume e o espazo de inxección de plástico son maiores debido ao gran tamaño. Se o plástico derretido se arrefría demasiado rápido, o recheo da cavidade non é suficiente, o que resulta en falta de cola e cóncavo. A pía e a liña de fusión evidente ou a diferenza de temperatura son demasiado grandes para provocar a contracción ou deformación das pezas. Polo tanto, engadir un corredor quente asegurará que os plásticos líquidos inxectados manteñan a temperatura constante durante moito tempo e asegurarán que o fundido se poida encher de xeito rápido e completo. A cavidade e liberar rapidamente o estrés obtén produtos cualificados. Estes produtos inclúen: caixa de almacenamento de plástico, caixa de facturación, palés de plástico, cadro de mandos do automóbil, paragolpes, etc. 2). Para pezas de paredes finas Para pezas de paredes finas con espesores inferiores a 1,0 mm, a disipación de calor é rápida e o arrefriamento é rápido, o fundido non é doado de encher ou é moi sinxelo producir marcas e deformacións graves. A velocidade de recheo do adhesivo de fusión pódese aumentar usando un canalón quente, o que é beneficioso para a velocidade de recheo do adhesivo de fusión. As partes están totalmente formadas. Estes produtos inclúen a carcasa do teléfono móbil, o panel, etc. Se o molde para corredor quente se combina coa máquina de inxección de alta velocidade (máquina de inxección totalmente eléctrica), a dimensión máis delgada das pezas pode ser de 0,30 mm a 0,50 mm. 3). Utilízase para pezas de aspecto de alta calidade: pantalla de lámpada, contas de lámpadas, pezas exteriores de alta calidade como pantallas de automoción e contas LED que requiren alta transparencia óptica e non poden ter defectos na cor e na impresión; instrumento panel transparente de alta luz, así como espello casca de electrodomésticos; gran tamaño A tapa exterior do equipo eléctrico debe estar equipada con puntos de alimentación de cola na superficie das pezas, pero non se permiten cicatrices de alimentación de cola. 4). Usado para pezas complexas estruturais. Este tipo de produto débese principalmente á necesidade do produto, hai moitos chanzos e costelas no interior e a ruta de fluxo do fundido é bifurcada, complicada e difícil de encher. Hai moitos tipos de marcos de lámpadas. 5). Para pezas con pouca fluidez Para mellorar e mellorar as propiedades dos plásticos, engadiremos fibra de vidro, ignífugo, po metálico, po de carbono e aditivos anti-ultravioleta aos plásticos. Isto pode mellorar a estabilidade dimensional e a síntese de pezas e as propiedades mecánicas, a resistencia ao lume, as propiedades eléctricas e a resistencia ao envellecemento. Por exemplo, úsase para caixa de conexións exteriores, carcasa de produtos de comunicación, carcasa de electrodomésticos e pezas. 6). Para pezas por lotes grandes O control de custos das pezas por lotes grandes é moi importante. Co fin de acurtar o tempo de moldaxe por inxección e evitar o custo provocado pola peza da boquilla, adoitan empregarse moldes para corredor quente.
A empresa Mestech está especializada en varias pezas plásticas da produción de moldes e inxección. Acumulamos unha rica experiencia na fabricación de lámpadas transparentes, cuncha de plástico grande e molde de corredor quente para moldaxe por inxección de varias cavidades. Agardamos a oportunidade de cooperar e atenderte nesta área. Póñase en contacto connosco.





