Sobremoldeo de plástico
Descrición curta:
Sobremoldeo de plásticoé un proceso especial de moldaxe por inxección, que se usa para combinar partes de dous materiais nunha soa parte mediante o moldeo por inxección. As dúas partes foron moldeadas dúas veces en moldes diferentes e máquinas de moldaxe por inxección.
O plástico sobre moldura é un proceso para colocar unha ou máis pezas de plástico existentes de diferente material nun molde de inxección antes da inxección e, a continuación, inxectar plástico no molde, cubrir o material inxectado ou envolver as pezas pre-colocadas para formar unha soa parte.
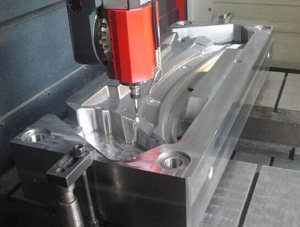
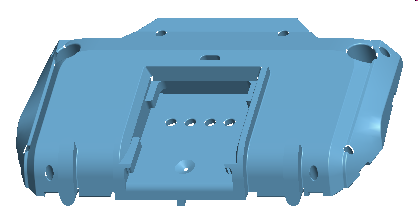
Primeiro paso: prepara a parte pre-colocada. (Molde1)
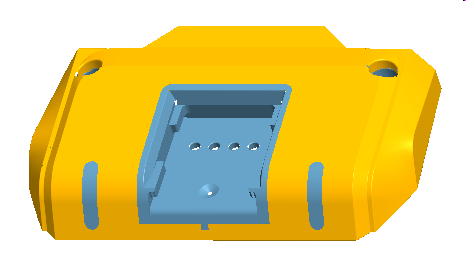
Segundo paso: coloque o pre-colocado no molde de inxección e realice o moldeado en exceso con resina de plástico. (Mold2)
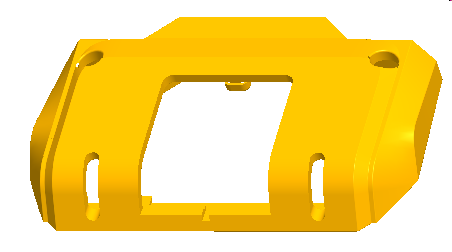
A parte final de plástico

Hai dous tipos de moldura excesiva
Tipo 1: as pezas / compoñentes colocados son de plástico, que previamente se creaban noutro molde. Este método pertence ao moldeo por inxección de dous tiros. Trátase de plástico sobre moldura que comentamos aquí.
Tipo 2: as pezas colocadas non son de plástico, pero poden ser de metal ou doutras pezas sólidas (por exemplo, compoñentes electrónicos). A este proceso chamámolo moldaxe por inserción.
Normalmente as pezas pre-colocadas están parcialmente ou totalmente cubertas por materiais posteriores (materiais plásticos) no proceso de sobremoldeado.
Coñeces a aplicación do plástico sobre o moldeado?
Hai moitos propósitos para o plástico sobre moldura. Os máis comúns entre eles son os seguintes:
1. Engade cor para embelecer o aspecto (impacto estético).
2. Proporcione unha zona de suxeición conveniente na peza.
3. Engadir área flexible ás partes ríxidas para aumentar a elasticidade e a sensación táctil.
4. Engade material elástico para cubrir o produto ou selalo a proba de auga.
5. Aforrar tempo de montaxe. Non é necesario conectar a parte metálica e a parte plástica de xeito manual ou automático. Só precisa poñer a peza no molde e inxectar a peza de plástico. Non hai que montalo en absoluto.
5. Fixar unha parte dentro doutra sen usar fixadores nin adhesivos.
Para que tipo de produtos é adecuado o plástico sobre moldura?
O proceso de moldura excesiva de plástico é adecuado para moitos produtos, que varían segundo as condicións específicas dos produtos. Normalmente inclúen cepillos de dentes, tiradores de ferramentas (como brocas e desaparafusadores sen fíos) e produtos de hixiene persoal (como botellas de xampú e afeitadoras), terminais de arame, enchufes, soportes para SIM, etc.
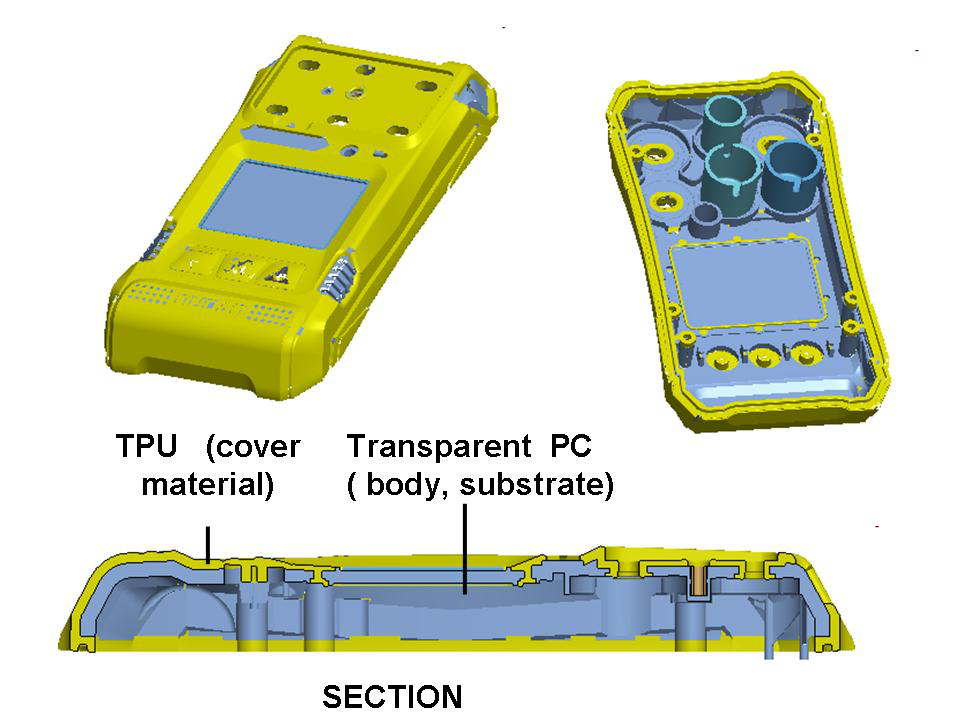
Funda impermeable para sobremoldeo de PC e TPU
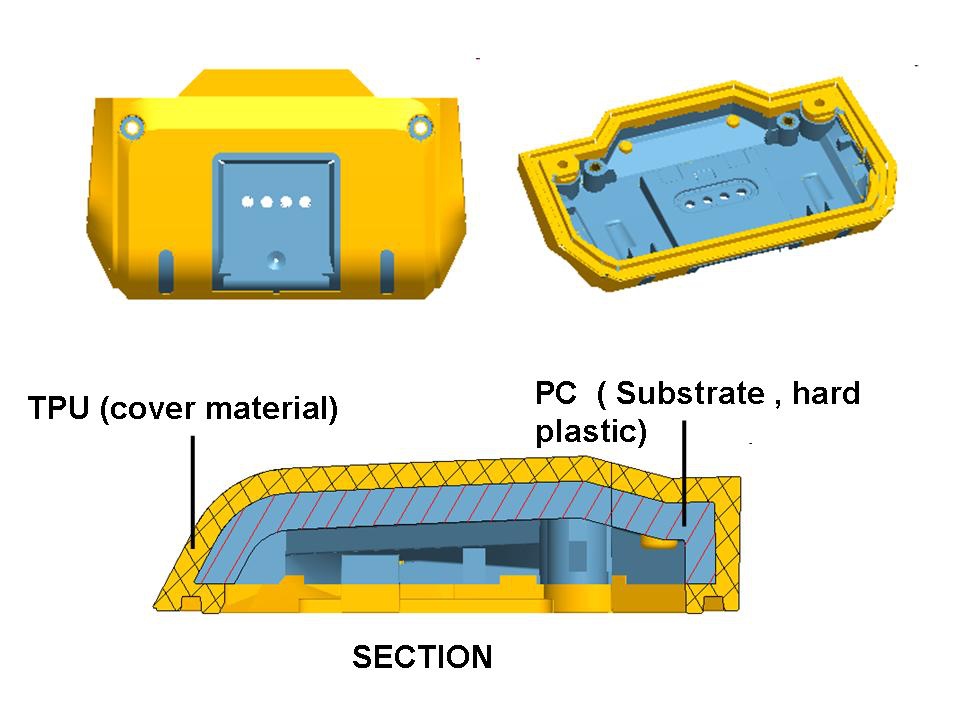
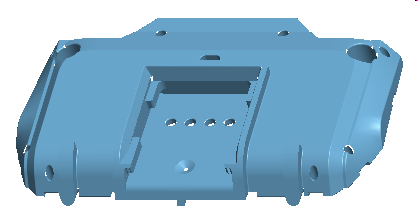
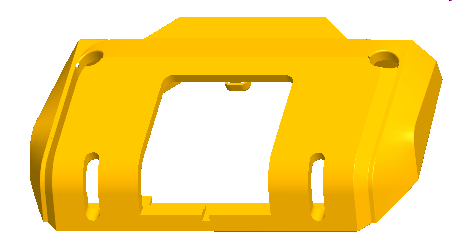
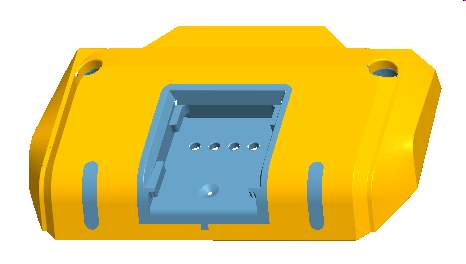
Porta da batería impermeable para sobremoldear PC e TPU
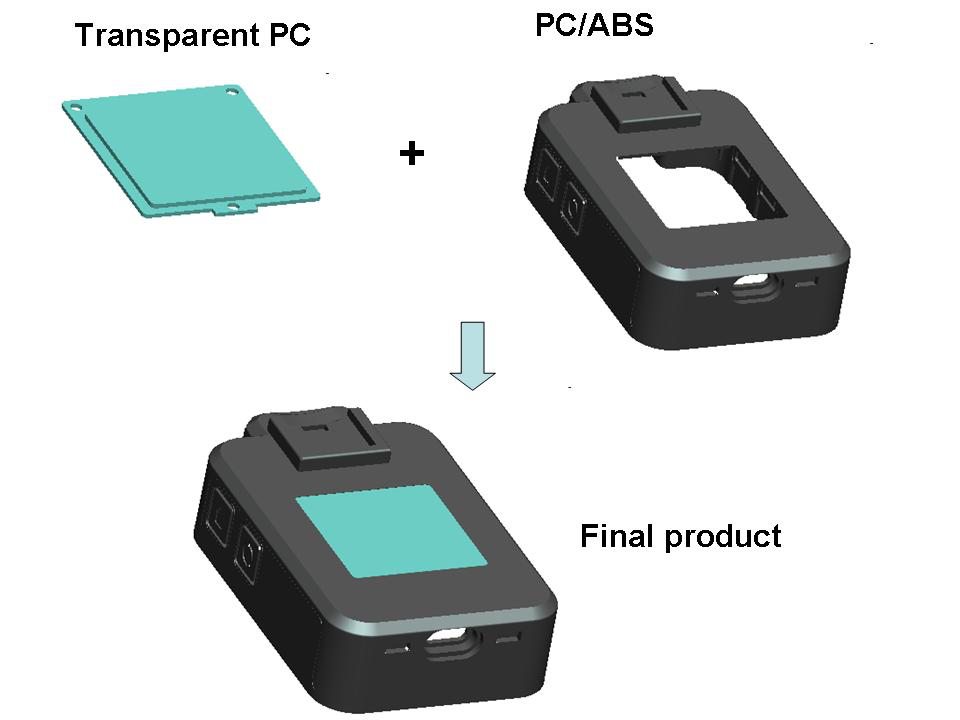
Estuche de plástico sobremoldeado para PC e PC / ABS para produto electrónico

Funda protectora para moldear PC e TPU para teléfono móbil

Parte de plástico sobremoldeante de dúas cores de gran tamaño

Roda de sobremoldeo ABS e TPE
Aquí tes algúns exemplos típicos de aplicacións de moldaxe excesiva:
1. Plástico de cuberta de plástico duro: en primeiro lugar, fórmase unha parte precolocada de plástico ríxido. A continuación, inxéctase outro plástico duro sobre ou arredor das pezas pre-posicionadas. Os plásticos poden diferir en cor e / ou resina.
2. Plástico duro envolto en resina de elastómero brando: primeiro colócanse as pezas de plástico ríxidas. A resina elastómera (TPU, TPE, TPR) é logo moldeada sobre ou arredor das pezas pre-posicionadas. Normalmente úsase para proporcionar unha zona suave de man para pezas ríxidas.
3. Metal envolto de plástico: en primeiro lugar, a base metálica está mecanizada, fundida ou moldeada. A continuación, as pezas colocadas previamente insírense na cavidade do molde de inxección e o plástico fórmase dentro ou arredor do metal. Normalmente úsase para capturar pezas metálicas en pezas de plástico.
4. Resina de elastómero que cobre o metal - En primeiro lugar, a parte metálica está mecanizada, fundida ou moldeada. As pezas metálicas pre-posicionadas insírense no molde de inxección e a resina de elastómero inxéctase sobre ou ao redor do metal. Normalmente úsase para proporcionar unha superficie suave e ben suxeita.
5. Compoñentes electrónicos de PCBA ou resina de elastómero brando, módulo emisor de luz, etc.
É importante ter en conta que hai algunhas limitacións e problemas de compatibilidade entre diferentes materiais que hai que ter en conta para o sobremoldeado. Non estás limitado a dous tipos de materiais. Vimos algúns produtos, nunha parte con tres resinas de plástico diferentes combinadas para conseguir unha superficie entrelazada multicolor. Aquí tes un sinxelo exemplo dun produto que estarás moi familiarizado coas tesoiras.
Normalmente, os materiais ou pezas pre-colocados colócanse nos moldes de inxección, momento no que se inxectan as resinas plásticas sobremoldeadas dentro ou arredor das pezas pre-colocadas. Cando o material de inxección encapsulado se arrefría e cura, os dous materiais únense para formar unha parte integral. Consellos adicionais: normalmente é unha boa idea que as pezas e os materiais de envoltorio pre-colocados sexan mecánicos. Deste xeito, os dous materiais pódense combinar non só químicamente, senón tamén físicamente.
Cal é a vantaxe de moldear sobre a produción?
O molde sobre moldura ten unha estrutura sinxela e un proceso flexible.
1. É aplicable ás pezas con grandes pezas de recubrimento, especialmente ás pezas con fibela invertida. Este tipo de pezas de plástico son difíciles de inxectar na mesma máquina de moldaxe por inxección cun molde de dúas cores, que se pode conseguir mediante un moldeo por inxección cuberto de plástico.
2. Cando a forma do preaxuste de plástico é sinxela e o tamaño é moi pequeno e a parte final ten un tamaño grande, é adecuado adoptar
moldaxe por inxección cuberto de plástico. Neste momento, o molde do molde predefinido pódese facer moi pequeno ou con varias cavidades, o que pode reducir moito o custo do molde.
3. Cando as pezas pre-colocadas e os materiais encapsulados son todos plásticos (resinas), suxírese que o proceso de moldeo por dobre inxección se utilice na produción en masa no canto de exceso para obter alta calidade, alta produtividade e baixo custo. Cando a produción de lotes pequenos ou os requisitos de calidade non son elevados, pódese empregar o sobremoldeado para evitar o investimento da máquina de moldaxe por dobre inxección e o alto custo da fabricación de moldes.
De que materiais están feitas as pezas pre-colocadas?
Ás pezas que se colocaron no molde por primeira vez chamámolas pezas pre-colocadas (ou pezas pre-posicionadas).
As pezas colocadas previamente poden ser calquera parte sólida, unha parte metálica mecanizada, unha parte de plástico moldeado ou incluso un produto existente, como unha porca, un parafuso ou un conector electrónico. Estas pezas colocadas previamente combinaranse con plásticos inxectados posteriormente para formar unha soa parte por acción química e conexión mecánica. As resinas de elastómero (TPU, TPE, TPR) tamén son plásticas, pero non son adecuadas para ser pezas pre-colocadas.
Como elixir resinas de plástico para molduras excesivas?
As resinas plásticas empregadas por moldura excesiva son normalmente plásticas. Comezan en forma de partículas e a temperatura do seu punto de fusión adoita ser inferior á das pezas pre-colocadas para evitar que as partes pre-colocadas sexan danadas pola alta temperatura. Estas partículas mestúranse con aditivos como colorantes, axentes espumantes e outros recheos. Despois quéntase ata o punto de fusión e inxéctase no molde como líquido. Hai algunhas limitacións nos materiais axeitados para molduras excesivas. Se as pezas colocadas previamente son pezas metálicas, pode empregar calquera plástico como material de sobremoldeo. Poden existir problemas de compatibilidade se a parte pre-colocada está feita doutra resina plástica (caucho ou TPE) con baixo punto de fusión.
Coñeces a máquina de moldaxe por inxección para o moldeo excesivo?
A máquina de moldaxe por inxección empregada na moldura excesiva de plástico é unha máquina de moldaxe por inxección común, que se divide en dous tipos: vertical e horizontal.
1. A máquina de moldaxe por inxección vertical ocupa máis espazo que a máquina de moldaxe por inxección horizontal da mesma tonelaxe, que non é fácil de manter, polo que a tonelaxe adoita ser menor. Non son fáciles de fixar nos moldes especialmente para pezas de pequeno tamaño ou pezas pre-colocadas.
2. A máquina de moldaxe por inxección horizontal ten unha tonelaxe grande e un espazo de ocupación reducido, que é adecuada para moldear pezas de gran tamaño.
Como elixir a máquina de moldaxe por inxección para o moldeo excesivo?
1. A máquina de moldaxe por inxección vertical úsase normalmente para pezas pequenas como terminais e conectores de arame, enchufes de enerxía, lentes, etc. Os moldes son sinxelos e eficientes.
2. A máquina de moldaxe por inxección horizontal úsase para pezas de gran tamaño, que ten potencia suficiente e está nesgado para o seu funcionamento.
3. Recoméndase o moldeo por inxección de dúas cores para pezas pre-posicionadas e materiais encapsulados, que poden acadar unha mellor calidade e produtividade que o moldeo por inxección encapsulado.
Os moldes de inxección para o moldeado excesivo
O moldeo excesivo normalmente ten dous conxuntos de moldes de inxección. Un deles é para o moldeado da peza pre-colocada, outro é para o moldeado excesivo da parte final.
Cando as pezas colocadas non son plásticas ou non precisan moldear por inxección, só se precisa un conxunto de moldes principais. A este proceso chamámolo moldaxe por inserción.
A empresa Mestech ten experiencia no moldeo por inxección revestido de plástico, especialmente no moldeado por inxección revestido de plástico de cunchas de varios produtos electrónicos e eléctricos con hardware como pezas predefinidas. Mestech tamén está equipada con varias máquinas de moldaxe por inxección de dobre cor, que poden producir varios tipos de pezas de plástico de dobre cor, pezas recubertas de plástico do molde e moldaxe por inxección. Se o precisas, ponte en contacto connosco.